在鋁合金型材使用的模具的擠壓過程中,被擠壓的鋁合金坯錠要預先加熱到450℃-550℃,鋁合金模具也要預先加熱到適當溫度,在鋁合金模具的擠壓生產過程中,坯錠在擠壓力作用下從模具口出來并且形成型材產品,鋁錠出模過程中,變形和摩擦原因會產生很大熱量,這樣不斷提高模具系統溫度,系統擠壓速度越快,模具溫度也越快。由此帶來問題:從模具口處擠壓出的高溫鋁合金型材易與空氣接觸發生氧化使產品組織性能下降。模具強度和抗磨性能下降,壽命降低,生產效率不斷降低。這是制約鋁合金擠壓生產中存在的普遍技術問題。
產品介紹:
液氮冷卻模具--該系統是在鋁型材擠壓過程中通過少量液氮來冷卻擠壓模具,不干擾生產質量的前提下,提升擠壓速度2-3成。甚至更高的水準。通過液氮制冷模具終端,平衡模具因提高擠壓速度而升高的溫度。從而帶來型材表面過燒,模具磨損加劇等問題。液氮的平衡溫度法,使模具溫度保持在可接受范圍內,讓模具能夠可持續的長期穩定保持生產效率。液氮消耗后的氮氣可以保護高溫型材表面不受氧化。增加產品的光亮性。
冷卻系統實現方案:
為了解決鋁型材模具擠壓過程中的的以上問題,我們設計實踐出的液氮冷卻模具系統從根本上是一套恒溫擠壓模具系統。用于有效控制鋁型材出模過程中升溫過程所帶來的一系列問題。從而從根本上提高產品質量和生產效率。間接提高模具利用率。延長模具壽命。
液氮冷卻模具主要由能夠通入液氮的鋁材擠出模具裝置,和一套完整的液氮控制輸送系統組成,鋁材擠出模具經過特殊結構設計,而液氮控制輸送系統由以下幾個重要部分組成:
1自增壓液氮儲罐(最好包含遠程液位系統,可以向系統提供遠程液位報警)
2集成控制系統(程序控制系統及模塊組成)
3液氮輸送真空軟管路系統(根據輸送需求選用管路通徑,根據現場情況確定管路長度)
4液氮管路安全系統(管路安全系統負責整體管路氣體液體安全保障)
5液氮低溫調節閥門(主要通過系統控制閥門來調節液氮通過量)
6在擠壓模具出口端安裝有紅外測溫探頭(紅外溫度探頭連接集成控制系統反饋模具出模溫度)
產品特點:
1 平衡模具終端溫度。提高型材生產效率
2 抗氧化,增加產品表面光亮性
3 減少模具損耗,穩定生產效率
技術方案:
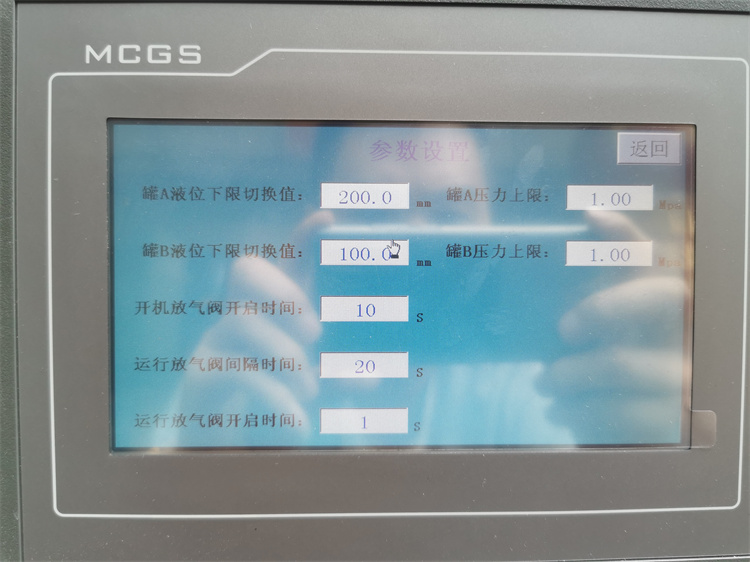
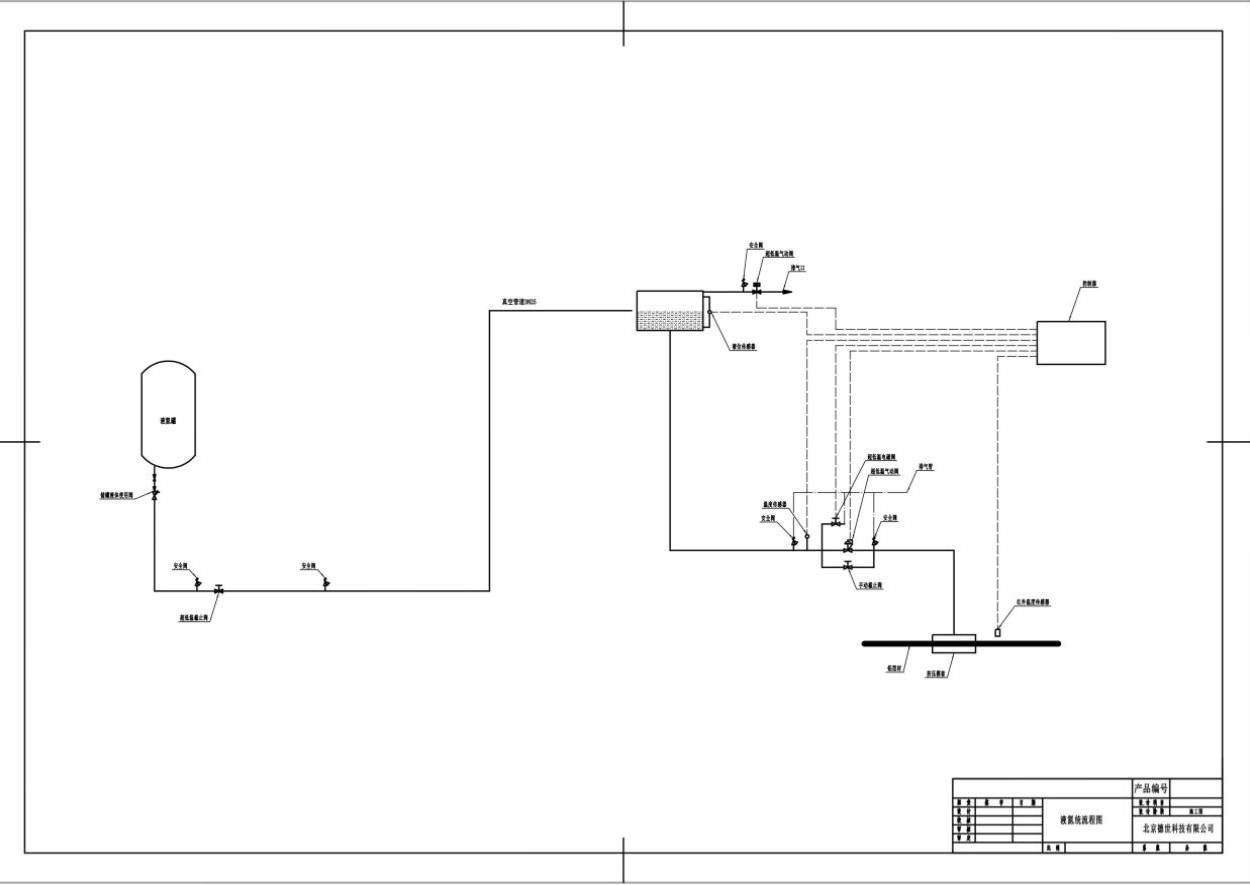
鋁擠壓模具液氮冷卻系統,包括模具端和液氮供應系統及控制系統。鋁模具端設置有模具液氮套裝,包含有液氮進液套裝、紅外溫度探頭和液氮進液端口組成。液氮供應系統主要有液氮罐體組成。根據客戶系統的液氮使用量來選擇液氮罐體的大小。
控制系統主要由液氮輸送管路、控制閥體、溫度監控、自動旁通、安全系統等一整套系統整合的自動控制系統組成。液氮輸送管路負責從液氮罐體輸送液氮到控制系統閥體,再輸送到鋁模具端液氮套裝內部。整體系統運行由控制系統來運作。
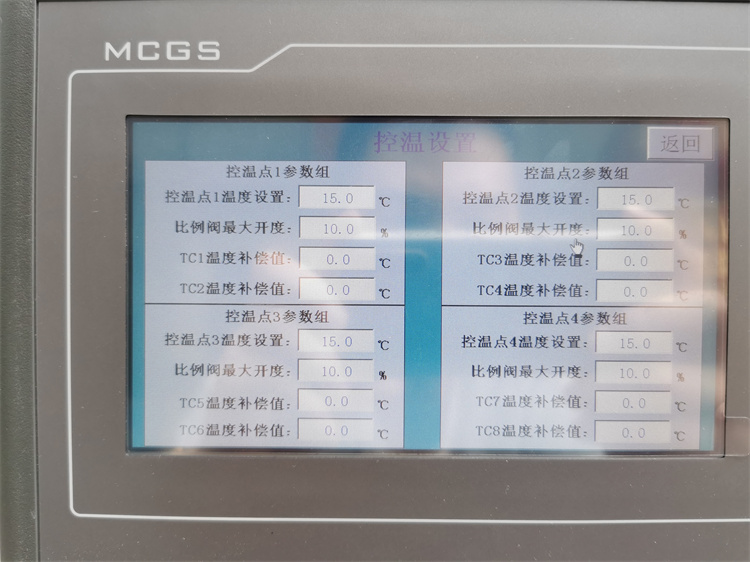
模具的液氮冷卻過程通過計算機系統精確控制,液氮供應及控制系統能精確控制液氮流量,不會造成坯料過冷,可以保證閥體開度,保證最佳冷卻效果及其最佳工藝溫度,從而最大限度提高擠壓效率。
鋁擠壓模具使用液氮冷卻技術,從液氮罐端提供的充足液氮,到達中央真空控制閥體后,系統根據模具擠壓端的紅外測溫儀探測得到的溫度,調節后,精確控制液氮流量,以便能夠控制最終模具出液端液氮的流量,整體回路系統,精確控制擠壓模具溫度,又實現了恒溫擠壓。液氮經過模具受熱后變成氣體,然后從模具墊出口汽化流出,整體過程形成的惰性氮氣對高溫型材進行了有效保護,也完全避免了表面氧化,從而提高了鋁型材表面質量,擠壓速度相比于以往可提高17~27%;模具使用壽命也得到提高。
開機畫面:系統開機后,將自動進入開機畫面,點擊“進入系統”按鈕,將進入系統主窗口畫面。
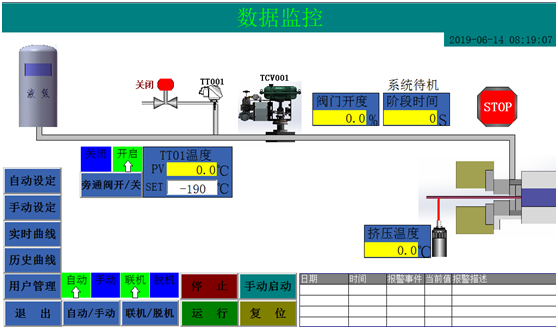
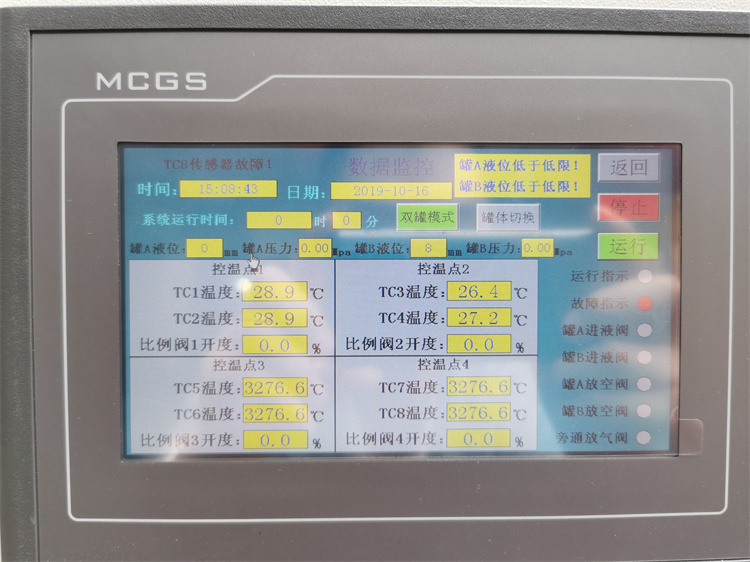
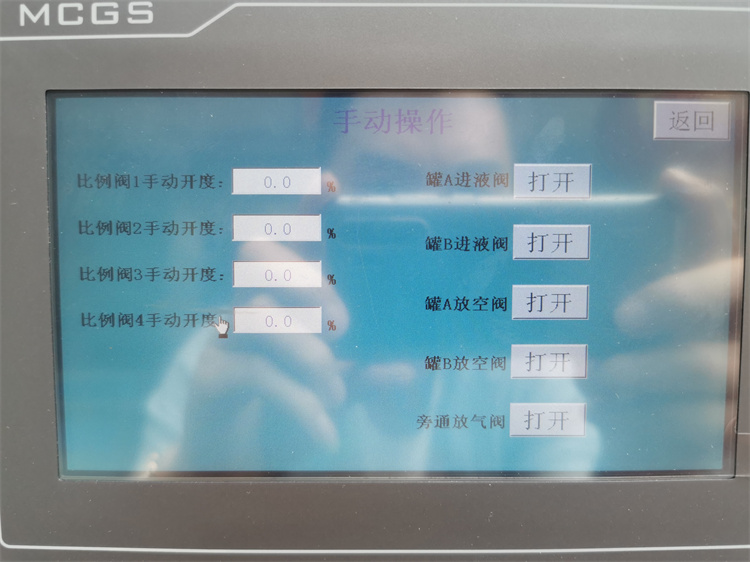
主窗口畫面:此畫面主要顯示系統運行信息和狀態,以及基本的操作。
用戶登錄按鈕:點擊用戶登錄按鈕將彈出用戶登錄對話框,選擇用戶名和輸入密碼即可進行用戶登錄

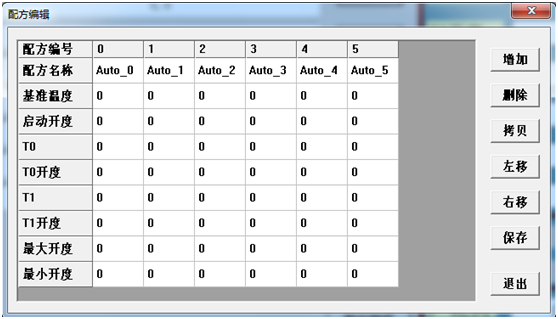
編輯配方功能按鈕:點擊此按鈕將彈出配方編輯表,我們可以進行對配方的所有操作

手動啟動開度:設定系統啟動到擠壓信號到來時的閥門開度。
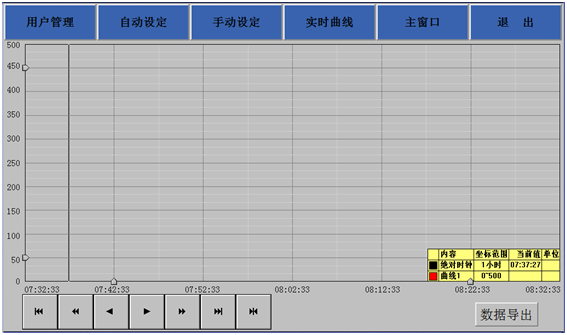
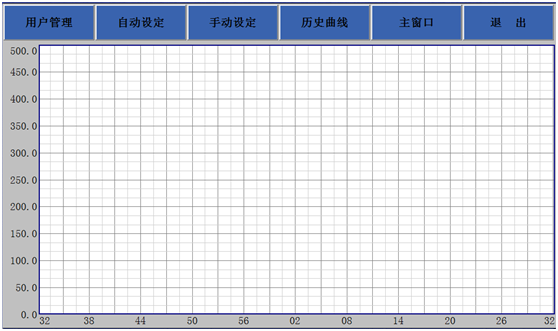
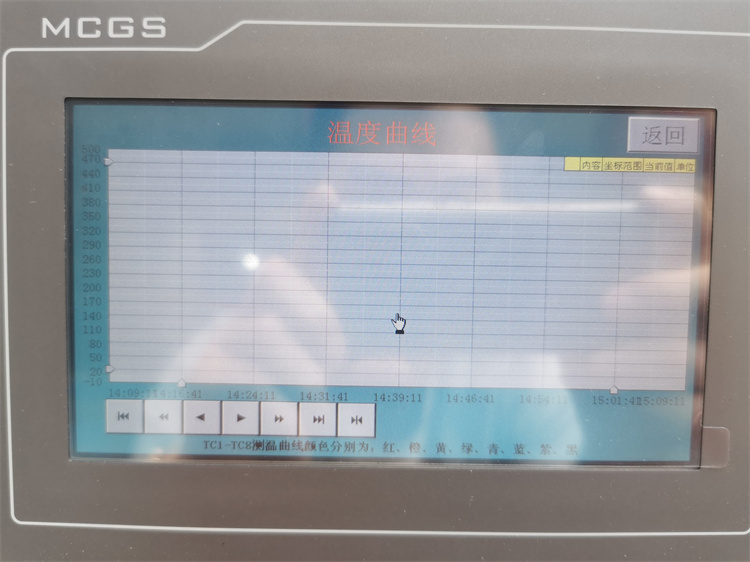
歷史曲線:可以將溫度的存盤數據以曲線的方式進行查詢
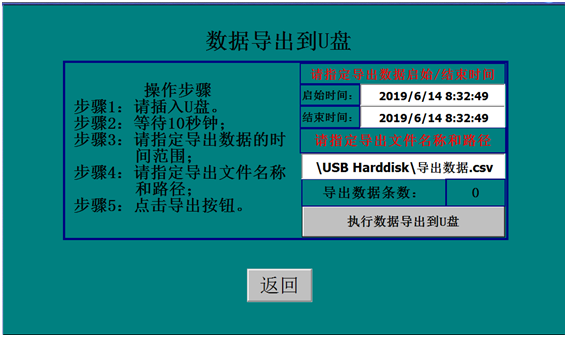
數據導出:可以將溫度,液位,液氮消耗量的數據用U盤導出為EXCEL格式方便查看與保存。

操作機柜(根據客戶需求定制)
PLC控制系統